商机详情 -
广东钎焊电镀金刚石砂轮定做
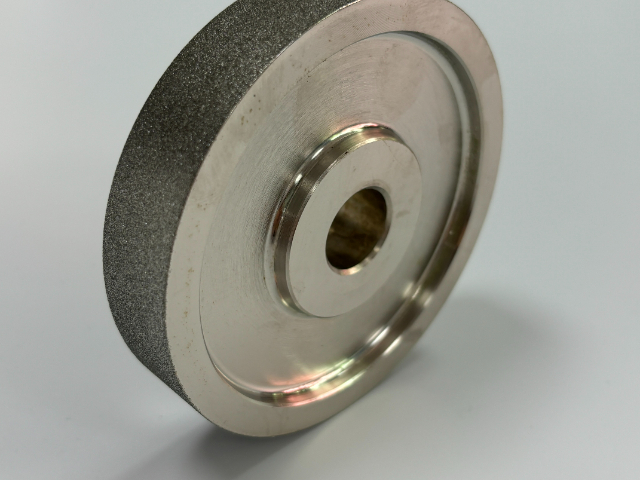
金刚石砂轮原材料的深度解析。基体是金刚石砂轮的支撑部分,其质量和性能对砂轮的整体性能有着重要影响。基体材料的选择应根据具体的应用场景和磨削需求来确定。钢材基体:钢材基体具有较高的强度和韧性,能够承受较大的磨削力和冲击力。钢材基体金刚石砂轮适用于粗加工和高速磨削等场景。铝合金基体:铝合金基体具有较轻的质量和较好的导热性能,适用于精密磨削和高速磨削等场景。电木基体:电木基体具有良好的绝缘性能和耐热性能,适用于需要绝缘和耐高温的磨削场景。综上所述,金刚石砂轮的原材料包括金刚石磨料、结合剂和基体等。这些原材料的选择和搭配将直接影响到金刚石砂轮的性能和应用范围。因此,在制造金刚石砂轮时,应根据具体的应用场景和磨削需求来选择合适的原材料,以确保砂轮的性能和稳定性。这款砂轮的电镀金刚石颗粒硬度高,适用于高难度材料的磨削。广东钎焊电镀金刚石砂轮定做
选择合适的电镀金刚石砂轮,主要需考虑以下几个因素:工件材料:金刚石砂轮主要用于磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料。对于其他类型的材料,如钢料,则可能需要选择CBN砂轮,因为金刚石在700℃~800℃时容易碳化。加工要求:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,以提高生产效率。精磨时,应选用磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。接角面大、变形量大或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石粒度:需从工艺要求、结合剂种类和砂轮的打磨效率等多个方面综合考虑。结合剂类型:金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。不同结合剂的黏结力和耐磨性有所不同。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择时需要考虑粒度、粘结剂的粘结力、磨削效率以及磨料的质量要求等因素。其他指标:还需考虑线速度、砂轮粒度与切入量关系、砂轮粒度与表面粗糙度关系等指标。广东钎焊电镀金刚石砂轮定做电镀金刚石砂轮,坚固耐用,降低维护成本。
电镀金刚石砂轮的优势主要体现在以下几个方面:高硬度与耐磨性:金刚石是已知只硬的材料之一,因此电镀金刚石砂轮具有极高的硬度和耐磨性,能够长时间保持锋利,适用于加工各种硬脆材料。高加工精度:电镀金刚石砂轮由于金刚石颗粒的均匀分布和牢固的电镀结合,能够保持稳定的磨削性能,提供高精度和高光洁度的加工表面。高加工效率:金刚石的高导热性和低热膨胀性使得电镀金刚石砂轮在高速磨削时能够保持较低的磨削温度,避免工件烧伤,从而提高加工效率。无需修整:与某些其他类型的砂轮相比,电镀金刚石砂轮在使用过程中无需频繁修整,降低了使用成本和维护工作量。长寿命:由于金刚石的高硬度和耐磨性,电镀金刚石砂轮的使用寿命相对较长,能够降低更换砂轮的频率和成本。环保性:电镀金刚石砂轮在使用过程中产生的磨削废液相对较少,对环境的影响较小,符合绿色制造和可持续发展的要求。需要注意的是,电镀金刚石砂轮在制造和使用过程中也需要注意一些问题,如电镀层的均匀性和牢固性、金刚石颗粒的选择和分布等,以确保其比较好性能和稳定性。
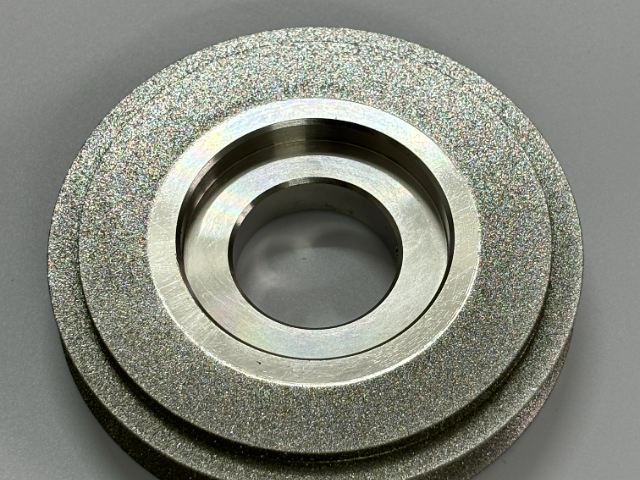
电镀金刚石砂轮的制造工艺主要是电化学法制作,具体工艺如下:首先,电镀金刚石砂轮的工作层含有金刚石磨粒,金刚石磨料通过电化学法被金属结合剂粘结在基体上。在这个过程中,首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),使得其厚度约为磨粒高度的2/3。然而,电镀金刚石砂轮在工作表面上金刚石浓度过大是一个需要解决的问题。为了调整金刚石在工作表面上的浓度,可以采用金刚石磨料预先和填料混合的方法。这些填料可以是盐类、玻璃球或磁铁颗粒。在粘结后,通过溶解法、升华法或磁场法去除填料,以调整金刚石在工作表面上的浓度。虽然只有单层金刚石,但仍有足够寿命;对于精度要求较高滚轮砂轮,电镀是只有制造方法。然而,电镀金刚石砂轮也存在一些缺点。由于镀层金属与基体及磨料结合面上并不存在牢固的化学冶金结合,磨料实际上只被机械包埋镶嵌在镀层金属中,因此把持力较小。在高效磨削时,金刚石颗粒负荷较重,易脱落(或镀层成片剥落),从而导致整体失效。为了增加把持力,就需要增加镀层厚度,但这会减小磨粒裸露高度和容屑空间,使得砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。电镀金刚石砂轮,让您的工件更加符合标准和质量要求。

电镀金刚石砂轮主要用于以下方面:精密磨削:电镀金刚石砂轮由于其高硬度和耐磨性,特别适用于对硬质合金、陶瓷、玻璃等难加工材料进行精密磨削。这些材料在航空、航天、汽车、电子等领域有广泛应用,需要高精度的磨削加工来保证其性能和质量。镜面抛光:电镀金刚石砂轮能够实现对工件表面的镜面抛光,特别是对于光学元件、半导体材料等需要高精度表面处理的材料,电镀金刚石砂轮是实现镜面抛光的关键工具。超硬材料加工:金刚石是已知只硬的物质之一,因此电镀金刚石砂轮特别适合加工其他超硬材料,如立方氮化硼(CBN)等。这些材料在制造高精度刀具、模具等方面有重要应用。切割和开槽:电镀金刚石砂轮还可以用于切割和开槽等加工过程,特别是在石材加工、玻璃加工等领域,电镀金刚石砂轮以其高效率和高精度而备受欢迎。模具修复和修整:电镀金刚石砂轮也可用于模具的修复和修整工作,能够快速、准确地去除模具表面的磨损和缺陷,恢复模具的精度和性能。总之,电镀金刚石砂轮凭借其高硬度、耐磨性好、磨削效率高、加工精度高等特性,在多个领域都有广泛的应用。电镀金刚石砂轮,提升加工质量。广东钎焊电镀金刚石砂轮定做
电镀金刚石砂轮,为您的加工过程提供强大支持。广东钎焊电镀金刚石砂轮定做
选择合适的电镀金刚石砂轮,可以考虑以下几个方面:金刚石粒度:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,因为粗磨磨削量大,粗糙度要求低,这样生产效率高。精磨时,应选择磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石种类:制作金刚石砂轮所用的金刚石磨具可选用天然金刚石或人造金刚石。结合剂类型:用于金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。金刚石黏结力大小和耐磨性强弱顺序依次:电镀金属结合剂>金属结合剂>陶瓷结合剂>树脂结合剂。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择金刚石砂轮时,粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,选择的金刚石浓度应该越高。砂轮外形:根据具体的应用场景,可能需要选择不同外形或形状的砂轮,如平行砂轮、筒形砂轮、杯形砂轮等。技术指标:电镀金刚石砂轮主要用于高级产品的精密加工领域,因此要求基体加工尺寸精度高,肉眼观察表面粗糙度小。广东钎焊电镀金刚石砂轮定做